对磨损产物-磨粒的成分和形态的分析,不仅是研究磨损机理的主要方法之一,而且是工程上磨损预测和工程监控的重要手段。
光谱分析法:
光谱分析是利用组成物质的原子在一定条件下能发射具有各自特征的光谱的性质,用来分析润滑油中的金属含量。
因为每种元素都有各自的特征光谱线,并且每种元素所发射特征光谱线的强度都与它在物质中的含量有关,所以可通过对光谱分析,确定物质中含有的化学成分及含量。
光谱分析法具有*的灵敏度和准确度,且分析速度快,通常应用于铁路机车和船舶柴油机以及航空发动机的磨损检测,以防止故障发生。
铁谱分析法:
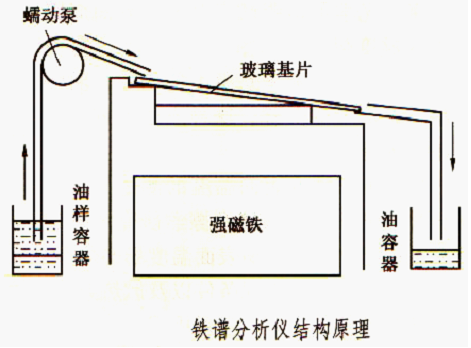
分析式铁谱仪的结构原理如图所示:从运转的摩擦机械系统的润滑剂中提取一定量的油样,经过能促进磨损微粒沉淀的特殊溶剂稀释后,由低流量泵送到并流过透明基片。由于基片是装在略微倾斜的斜面上的,磁场力呈梯度分布,所以微粒就粘附在底片上并接近按大小分布。基片上的磨粒经去油和固定后,便制成了铁谱图。
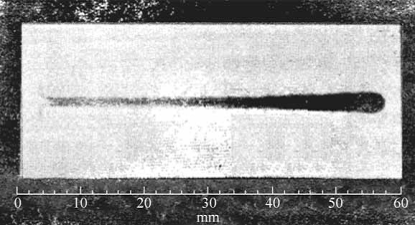
下图为一典型的铁谱片, 其中沉积的颗粒表现为沿玻璃片中间的一条暗带。
铁谱技术对磨粒的识别与分析主要分为定性分析和定量分析两种方式。
定性铁谱分析:利用光学显微镜对铁谱片上沉淀的磨粒进行形貌、尺寸大小和成分的分析,建立磨损状态类型与磨损颗粒形态的相互关系,判别摩擦副的磨损程度以确定失效情况和磨损部位。
例如:正常磨损的磨屑一般呈薄片状;
磨粒和切削磨损形成的磨屑具有螺旋状或卷曲状,这种磨粒的集中出现是严重磨损过程的表现,若数目急剧增多,则表面机器损坏即将开始。
氧化磨损或腐蚀磨损形成的磨屑是由化合物组成的,在有色光作用下不同成分的磨料显示出不同的颜色,以此确定磨粒的材料类型,进而判断磨损的具体位置。
定量铁谱分析:
通常先采用铁谱光密度计来测量铁谱片上不同位置上磨粒沉积物的光密度,从而求得磨粒的尺寸、大小分布以及微粒总量。
所谓光密度是投射过透明铁谱片的光强度与透射过含有磨粒的铁谱片的光强度之比,与磨屑的覆盖面积成正比,那么用光密度值就可以推算铁谱片上磨屑量的多少。
一般在铁谱片上55mm(大磨粒沉积处)和49mm(小磨粒沉积处)两处测量磨粒的光密度,以AL和AS分别表示大、小磨粒光密度的读数。通过测出铁谱片上大、小磨粒的光密度,由此确定大磨粒和小磨粒的相对含量。
当机器在正常运转状态下(除磨合阶段外), AL一般稍大于AS,但差别不显著,这说明磨损处于稳定状态。在非正常磨损状态下, AL将显著地大于AS ,而且磨粒量急剧增多。
因此,磨损变化程度可用磨粒数量和大小磨粒数量差值两个特征量表示。
总磨损量Iq= AL + AS ,表示不同时间磨粒数量的变化,对应于机器的磨损量和磨损率,当严重磨损开始时,其数值急剧增大,称为磨损定量指数。
大小磨粒数量差值Is= AL - AS表示不同时间磨粒尺寸比例的相对变化,反映磨损不正常程度,其数值越大说明磨损越恶化, 故称为磨损严重性指数。
综上两个方面的影响因素,对于整个磨损情况可以用磨损指数方程:
IA磨损度指数; Iq磨损定量指数; Is磨损严重性指数;
根据这些指数可以判断磨损系统状态是否正常。
在磨粒分析方面,铁谱和光谱分析各有所长。
铁谱法能将磨粒按尺寸大小排列,并反映出颗粒的形状、磨损的性质,但进一步定性定量分析有困难;
光谱法能够区别磨粒的中含有的元素成分及含量,但对于大于2μm的微粒即失去检测的效能,而很多机械失效时,磨粒尺寸往往大于2 μm 。因此,分析磨粒两种方法联合使用,可以相互补充,使检测效果较好。



